*
With enough new furniture nuts to complete the mounting I could replace all the previous 'gold' finished nuts. There was some more work to do to shorten all the 8mm [5/16"] studs. Which were now all slightly too long due to the different design of the silver finished ones. These had some solid metal thickness under the hex-socket head rather than a through hole. They also had longer threaded shanks than the 'brassy' ones.
I also have to torque the 10 hex socket screws on each of the taper lock, Tollok bushes to 41 Nm. [Newton meters] Or 30 ft/lbs in old money. Even when the screws are gently torqued the Tollok bushes grip tightly enough to make removal impossible by hand. With all 10 screws torqued to spec they will grip the shafts incredibly tightly. The Polar Axis to Declination connecting bush is hidden inside the cylinder and the tension screws inside the declination housing. So they can't be torqued with the housing completely assembled. Which just means removing the opposite plate and using an extended hex driver. That sounds easy but requires all the compression studs are loosened to allow the plate's removal. Followed, of course, by re-tightening.
While I had the 50mm [~2"] stainless steel, axis shafts removed I smoothed and beveled the ends. This was to help them slip more easily through the flange bearings. The self-aligning bearings tend to twist out of line during the first moments of shaft insertion. Once started, they are a perfect, sliding fit. I hope the beveled ends will ease insertion.
I used an angle grinder, with a 120 grit flap wheel fitted, while I rolled each shaft on the jaws of a folding workbench. This quickly achieved a nice smooth and even bevel finish thanks to the speed of rotation of the shafts as they rolled. Both shafts are much too long to be spun in my 9" x18" lathe. Polishing the ends of the shaft with the flap wheel was not really necessary but looked more professional than a raw, industrial, band-saw finish.
I used an angle grinder, with a 120 grit flap wheel fitted, while I rolled each shaft on the jaws of a folding workbench. This quickly achieved a nice smooth and even bevel finish thanks to the speed of rotation of the shafts as they rolled. Both shafts are much too long to be spun in my 9" x18" lathe. Polishing the ends of the shaft with the flap wheel was not really necessary but looked more professional than a raw, industrial, band-saw finish.
One of the difficulties of the large, solid shafts is their sheer weight. The bearing housings are decidedly 'lumpy' to move around without the shafts. So I have been working as much as possible with the shafts removed. The weight of both bearing housings with their shafts fitted requires the chain hoist.
I still need to smooth the aluminium plates. This is best done when they are free of all fixings. I was rather generous with the magic marker to avoid drilling for any studs which overlapped the axis or any of the other studs. Clear markings helped to remind me which areas to avoid.
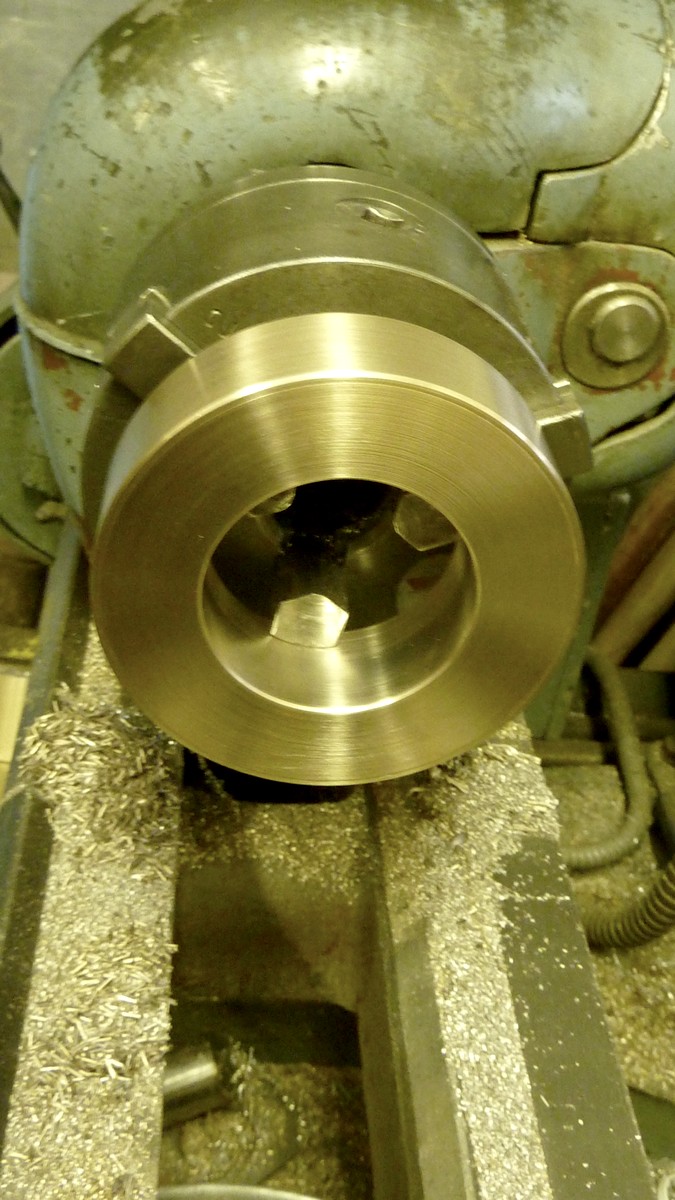
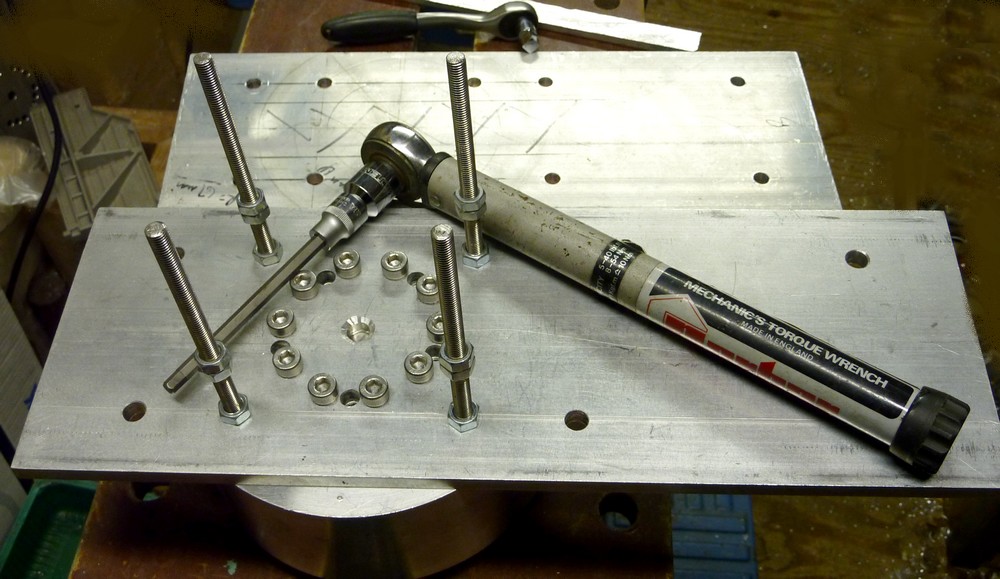
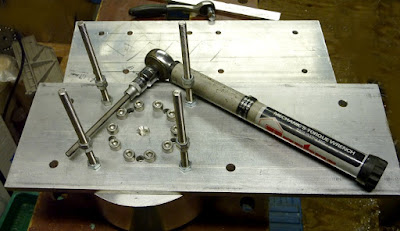 Torque wrench used to tighten the Tollok 110 50/65 bush screws to 41Nm or 30 lbs-ft. I chose stainless steel to avoid long term corrosion of these hidden screws. The central, countersunk, observation hole is to ensure the shaft end is tight up against the plate. It would be a disaster if the Tollok bush was tightened without the shaft being fully inserted.
Torque wrench used to tighten the Tollok 110 50/65 bush screws to 41Nm or 30 lbs-ft. I chose stainless steel to avoid long term corrosion of these hidden screws. The central, countersunk, observation hole is to ensure the shaft end is tight up against the plate. It would be a disaster if the Tollok bush was tightened without the shaft being fully inserted.
The chain hoist has taken its toll on the finish of the plates and their edges as well. Despite using a good length of soft sling the "pull" chain rattles vigorously over the mounting and leaves its mark.The plates are cut from recycled aluminium from the scrap yard and have their fair share of cosmetic injuries over time.
I have added nuts to the four, stainless steel 8mm studs. These are screwed into the large joining cylinder and help to hold the nearest plate tightly while I torqued the Tollok bush screws. The double nuts on these studs are to aid screwing them into the cylinder by hand to avoid damage to the screw thread. The cylinder houses the Tollok bush and fixes both immovably to the PA shaft. These four studs are just another attempt at 'belt and braces' to ensure a complete lack of flexibility in the joint. The studs travel across the declination housing and help to retain the opposite plate seen in the background.
The open holes all accept furniture nuts for their associated steel cross studs. There being ten x 8mm steel studs holding the opposite plates of the declination housing to each other under heavy compression. The cylinder helps to spread the loads on the Tollok bush across the widest possible area at this critical joint. The ring of screw heads compressing the Tollok bush offer a far greater area of load spreading than any single bolt with a large washer could possibly manage alone. While the heavy flange bearings further compress the bearing housings lengthways. All helping to maintain the integrity of the housings against any distortion or flexure.
 The image shows the Declination housing in the foreground after some smoothing and reassembly. I have tried a 180 flap wheel on the angle grinder, various grades of paper on the orbital sander and some Scotchbrite abrasive fiber. I also abraded with coarse paper and fine fiber by hand. Simply resting the orbital sander pad on the fiber avoiding having to feed it under the clamps. The camera seems much less forgiving than the human eye. I ought to bevel the outer plates and smooth the edges too. It's a shame I have to loosen and remove then refit 36 nuts every time it needs to come apart.
The image shows the Declination housing in the foreground after some smoothing and reassembly. I have tried a 180 flap wheel on the angle grinder, various grades of paper on the orbital sander and some Scotchbrite abrasive fiber. I also abraded with coarse paper and fine fiber by hand. Simply resting the orbital sander pad on the fiber avoiding having to feed it under the clamps. The camera seems much less forgiving than the human eye. I ought to bevel the outer plates and smooth the edges too. It's a shame I have to loosen and remove then refit 36 nuts every time it needs to come apart.
I shall have to clean up any remaining swarf from power sawing aluminium. It went everywhere and even found itself inside the bearing housings though the open bearings. The journal ball bearings have their own protective seals but it would be very amateur to leave swarf inside the housings. Clearing the swarf from the workshop floor looks like being a lifetime's work. There seems to be an inexhaustible supply. I have already tried to clean most of the small pieces of aluminium from the 'innards' of the saw with various brushes. Perhaps I should try a wet and dry vacuum cleaner.
 Torque wrench used to tighten the Tollok 110 50/65 bush screws to 41Nm or 30 lbs-ft. I chose stainless steel to avoid long term corrosion of these hidden screws. The central, countersunk, observation hole is to ensure the shaft end is tight up against the plate. It would be a disaster if the Tollok bush was tightened without the shaft being fully inserted.
Torque wrench used to tighten the Tollok 110 50/65 bush screws to 41Nm or 30 lbs-ft. I chose stainless steel to avoid long term corrosion of these hidden screws. The central, countersunk, observation hole is to ensure the shaft end is tight up against the plate. It would be a disaster if the Tollok bush was tightened without the shaft being fully inserted. The chain hoist has taken its toll on the finish of the plates and their edges as well. Despite using a good length of soft sling the "pull" chain rattles vigorously over the mounting and leaves its mark.The plates are cut from recycled aluminium from the scrap yard and have their fair share of cosmetic injuries over time.
I have added nuts to the four, stainless steel 8mm studs. These are screwed into the large joining cylinder and help to hold the nearest plate tightly while I torqued the Tollok bush screws. The double nuts on these studs are to aid screwing them into the cylinder by hand to avoid damage to the screw thread. The cylinder houses the Tollok bush and fixes both immovably to the PA shaft. These four studs are just another attempt at 'belt and braces' to ensure a complete lack of flexibility in the joint. The studs travel across the declination housing and help to retain the opposite plate seen in the background.
The open holes all accept furniture nuts for their associated steel cross studs. There being ten x 8mm steel studs holding the opposite plates of the declination housing to each other under heavy compression. The cylinder helps to spread the loads on the Tollok bush across the widest possible area at this critical joint. The ring of screw heads compressing the Tollok bush offer a far greater area of load spreading than any single bolt with a large washer could possibly manage alone. While the heavy flange bearings further compress the bearing housings lengthways. All helping to maintain the integrity of the housings against any distortion or flexure.
 The image shows the Declination housing in the foreground after some smoothing and reassembly. I have tried a 180 flap wheel on the angle grinder, various grades of paper on the orbital sander and some Scotchbrite abrasive fiber. I also abraded with coarse paper and fine fiber by hand. Simply resting the orbital sander pad on the fiber avoiding having to feed it under the clamps. The camera seems much less forgiving than the human eye. I ought to bevel the outer plates and smooth the edges too. It's a shame I have to loosen and remove then refit 36 nuts every time it needs to come apart.
The image shows the Declination housing in the foreground after some smoothing and reassembly. I have tried a 180 flap wheel on the angle grinder, various grades of paper on the orbital sander and some Scotchbrite abrasive fiber. I also abraded with coarse paper and fine fiber by hand. Simply resting the orbital sander pad on the fiber avoiding having to feed it under the clamps. The camera seems much less forgiving than the human eye. I ought to bevel the outer plates and smooth the edges too. It's a shame I have to loosen and remove then refit 36 nuts every time it needs to come apart. I shall have to clean up any remaining swarf from power sawing aluminium. It went everywhere and even found itself inside the bearing housings though the open bearings. The journal ball bearings have their own protective seals but it would be very amateur to leave swarf inside the housings. Clearing the swarf from the workshop floor looks like being a lifetime's work. There seems to be an inexhaustible supply. I have already tried to clean most of the small pieces of aluminium from the 'innards' of the saw with various brushes. Perhaps I should try a wet and dry vacuum cleaner.
Click on any image for an enlargement.
*